| ▲ Mechanical |
This is used in conjunction with a hydraulic press to make pressed cement tiles. The ring is split in two halves so the pressed tile can be released. The halves are located with steel dowel pins and are held together with two M8 bolts. I did the casting using my propane furnace.
I don't have a boring head for my Sherline, so each dowel pin hole was roughed out first with a 3/8" slot drill and was then finished with a fixed boring bar (shown in the first photo). I made sure it only removed a very small amount of material (about 0.05mm off the diameter) so there was no risk of it blunting from one hole to the next. It worked fine and the dowels, which were turned to fit afterwards, are a neat fit in all of the holes.
As an idea of scale, the inner diameter of the ring is 91mm.
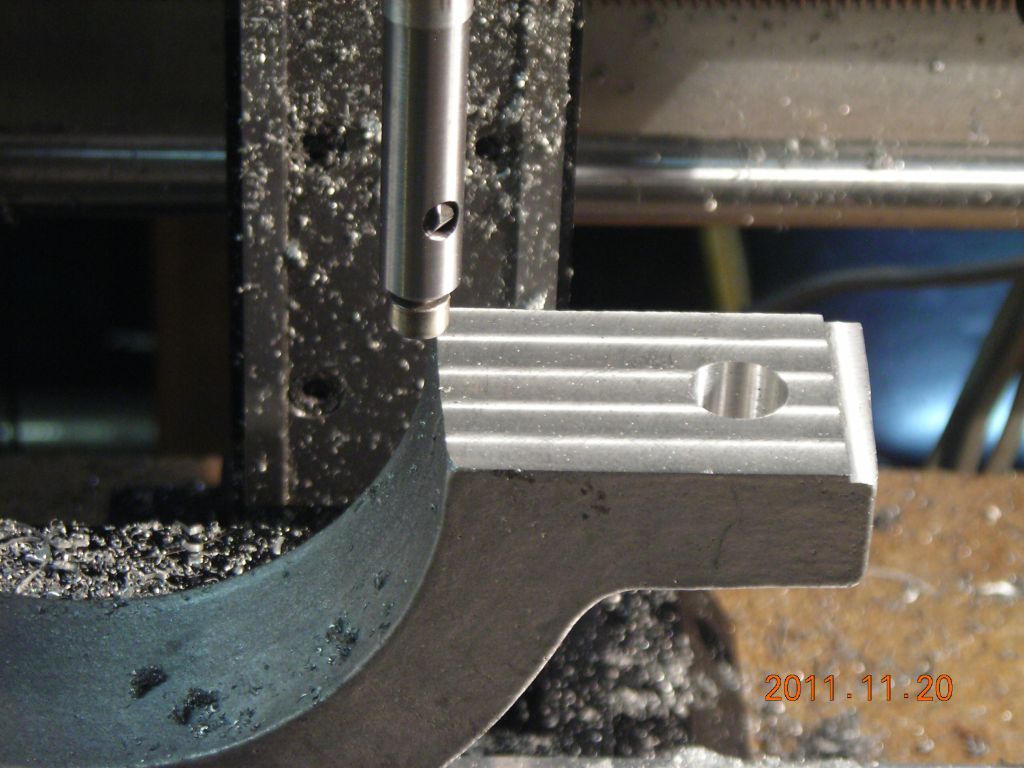 Facing off and boring the holes for the dowel pins |
 Both flats are machined together to ensure they're perfectly in-line. |
 Finished machining the flats and dowel holes on both halves. |
 |
 |
 Setup for spotfacing the holes so the nuts can bear squarely on the metal. 3/8" rod in spindle locates in a plastic bushing inserted into the dowel pin hole. |
 3/8" slot drill used to form spotface. |
 |
 Finsihed spotfacing |
 |
 Hollow dowel pins and bolts |
 Two halves clamped together |
 Bits of M8 threaded rod flattened and drilled. |
 These are used to attach the ring to the lathe faceplate |
 |
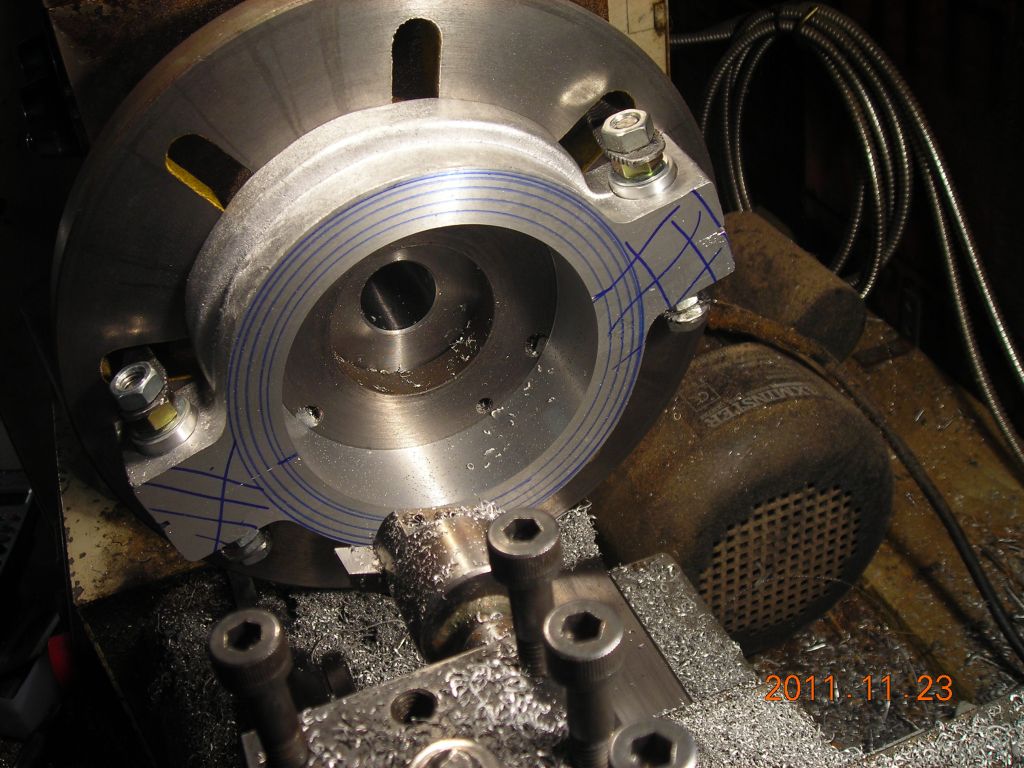
 Mounted on faceplate to cut one side |
 |
 Short length of spring steel glued to face. This is aligned with the split between the halves and allows the split line to be centered on the lathe axis by reference to a center in the tailstock. |
 Boring out inside of ring |
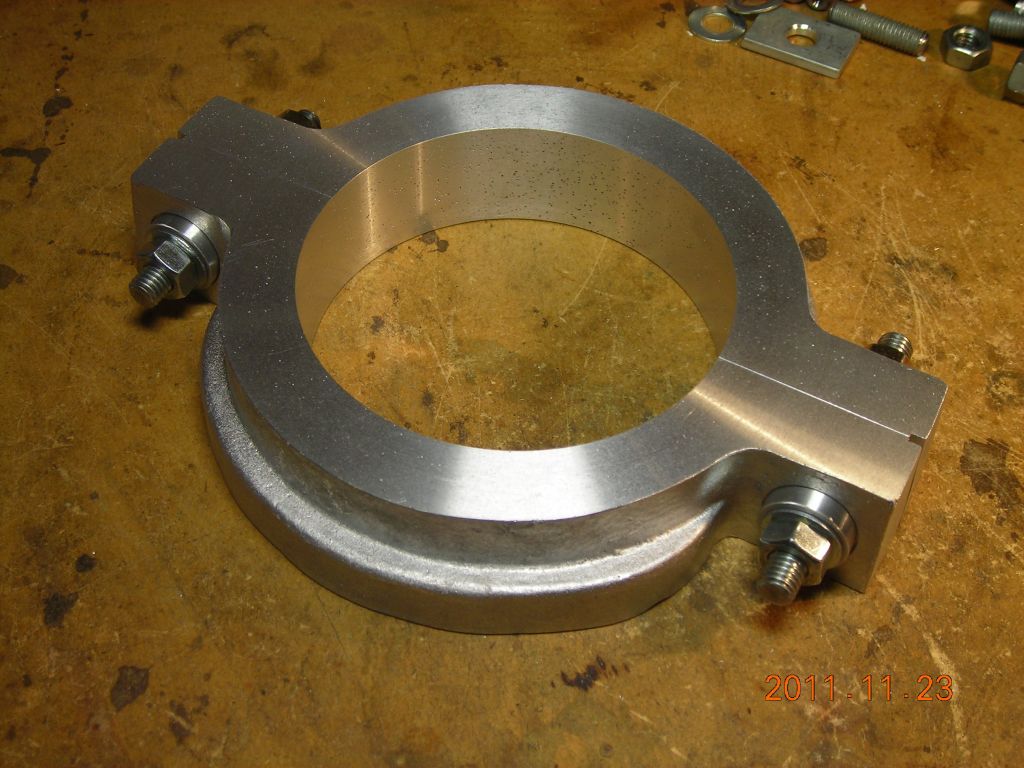 Finished! |
 Separated |
| ▲ Mechanical |