| ▲ Workshop |
I had a lot of parts of make which involved a stepped hole, so I made up a simple D reamer to form them all in one pass. It's turned from 6mm silver steel, hardened and tempered at 250°C, then ground to exactly half the diameter using the Sherline headstock as a toolpost grinder on the lathe. The headstock is bolted to an angle block which in turn is attached to the lathe's cross slide in place of the top slide.
It works pretty well, at least in aluminium, considering there's no rake at the step between diameters. The finished diameter is slightly larger than intended, by about 0.03mm, but this isn't a big deal.
 |
 |
 |
 |
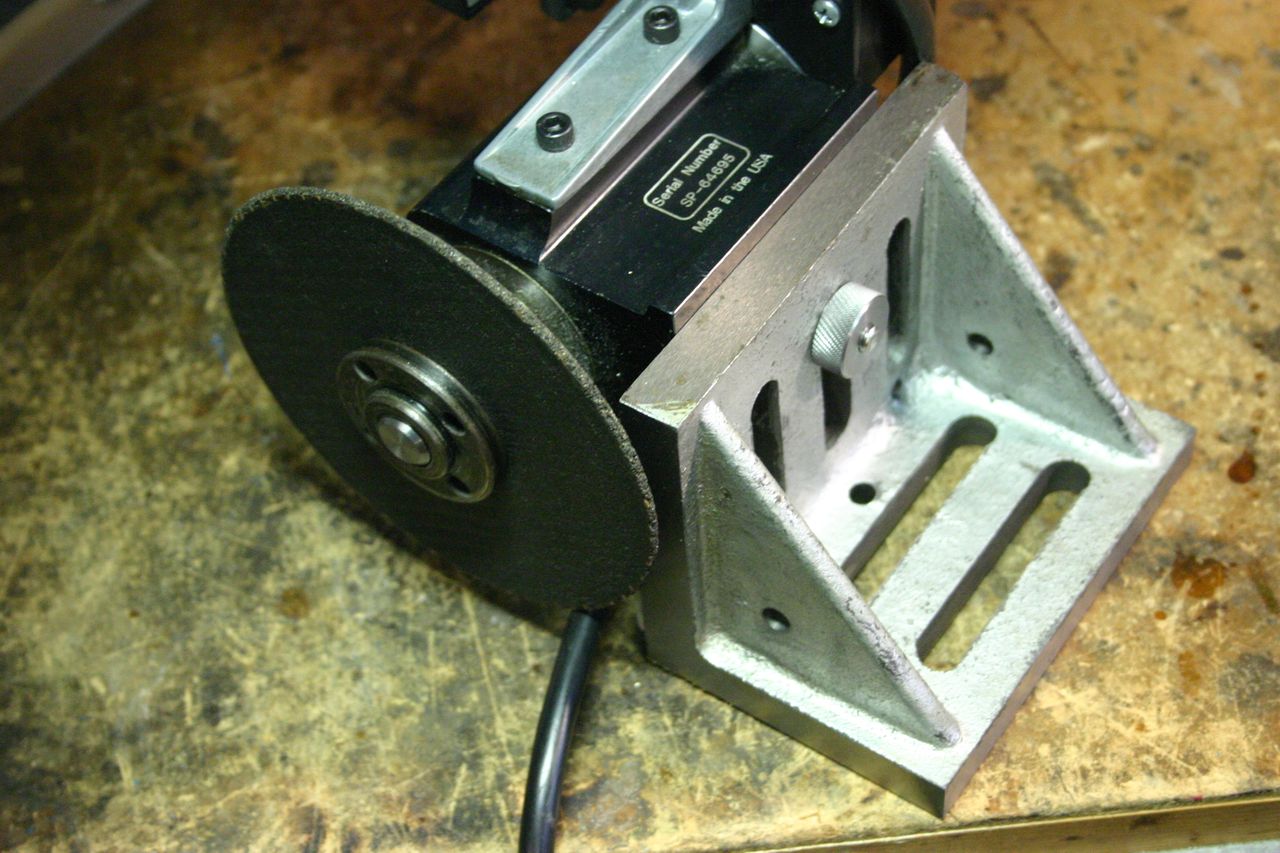 |
Here's a video of a single grinding pass - I only took 0.05mm at a time to avoid heating the tool up too much. It would be a good idea to remove as much material as possible beforehand manually using the bench grinder. As always, if you're grinding anything on the lathe, cover up the slides to prevent any grit getting into them.
| ▲ Workshop |