| ▲ Workshop |
Knurling is a common technique for increasing grip on knobs, finger screws etc., but most modern knurls have either straight or diamond patterns. However, there is an old style called "rope knurling" which produces a very pleasing finish - it looks like a piece of string or rope wrapped around the part. Needless to say, you'll probably have to make a knurling tool, since they're nearly impossible to come by.
Here are some other sources of information on rope knurling and associated tools:
http://www.frets.com/HomeShopTech/Projects/RopeKnurl/ropeknurl.html has an excellent description of how to make a rope knurling tool and I followed pretty much exactly the same process.
http://zkprojectnotebook.wordpress.com/ has beautiful examples of hand-made wood planes, many featuring knurled brass knobs which the chap made himself. Some pages in particular are:
http://zkprojectnotebook.wordpress.com/2011/08/17/making-a-rope-knurl/
http://zkprojectnotebook.wordpress.com/2011/08/16/well-that-turned-out-nicely/
http://zkprojectnotebook.wordpress.com/2012/02/13/making-cap-screws/
http://zkprojectnotebook.wordpress.com/2011/08/20/leverage/
http://zkprojectnotebook.wordpress.com/2011/09/20/finally/
http://brassbindingposts.com/ sells really nice brass binding posts and knobs.
http://www.sawmillcreek.org/showthread.php?168919-A-couple-of-Rope-Knurls. Here, he's actually hobbing the knurling tool on the lathe using a tap as a cutter (similar to hobbing worm gears). However, this method is limited to producing quite a shallow angle, so I stuck with machining a knurling tool using a special cutter.
I first had to make a 90° "V" cutter. Here is a PDF of the dimensions. I turned it from a piece of 8mm silver steel and turned the shank to 6mm (shank and cutting head were turned in one go to ensure they were perfectly concentric). The cutter was hardened by heating to bright red and quenching in oil, then tempered to a straw yellow and again quenched in oil. Lastly, four cutting faces were ground using a Dremel and a small cutoff disc. No attempt was made to relieve the cutting faces, since I was afraid this would mess up the profile. This didn't seem to be a problem later, as long as the cutter was moved very slowly.
The knurling tool blank is silver steel and is 15mm OD and 6mm thick, with a 6mm bore. Both the 15mm OD and the 6mm bore were turned on the lathe, again to ensure concentricity. I made a simple arbor to hold the blank in the chuck of the mill's rotary table.
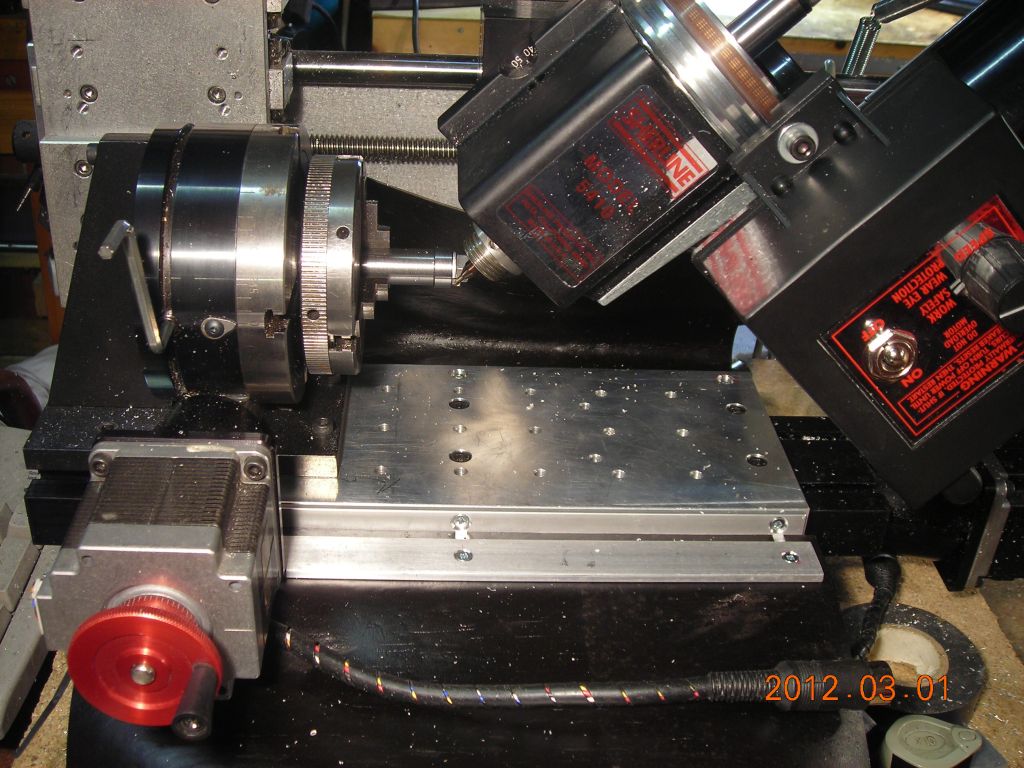
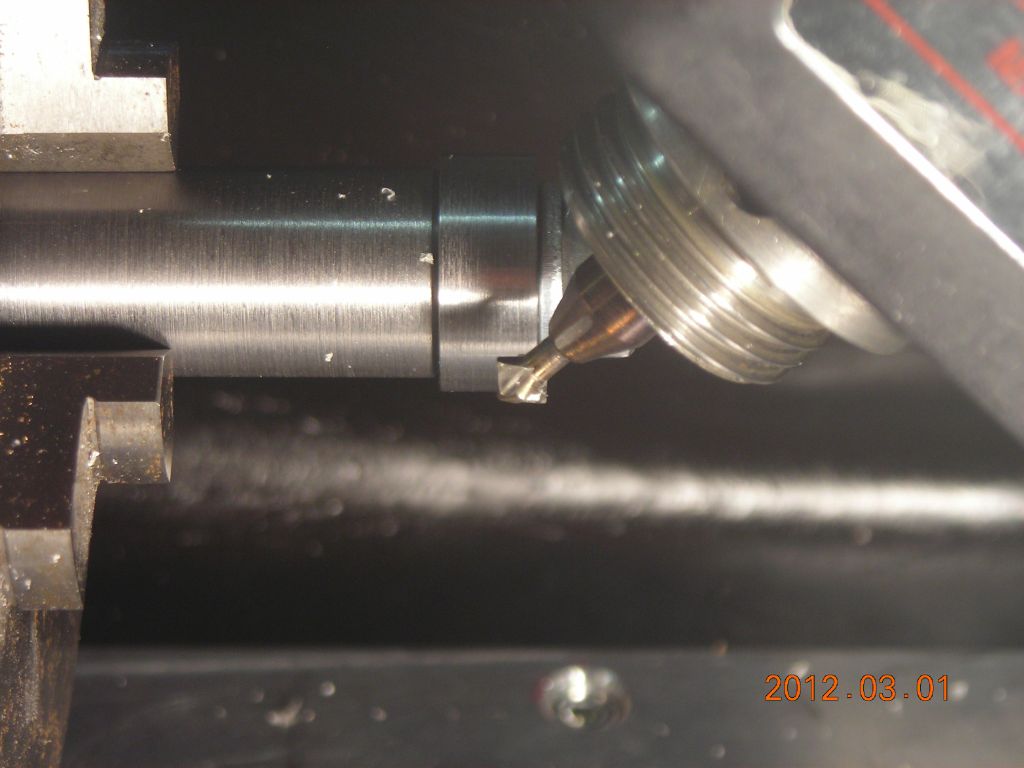
The rotary table is mounted vertically and the arbor with the knurl blank held in its chuck. The mill spindle is tilted at 45° and the cutter is aligned with the middle of blank (just eyeballed, since it's tricky to do a touch-off when the cutter is at an angle). I made a total of 72 cuts around the blank (I chose 72 since it corresponds to one turn of the rotary table's handwheel). A cut was made to a depth of 0.5mm initially, then to 0.6mm to finish. The total width of the resulting knurl is just under 2mm, so I'd probably use it on a 1.5mm wide ridge. After cleaning up some of the burs and chamfering the edges of the blank, it was hardened by heating to red heat and quenching in oil, then tempered at 200°C in the kiln for 1hr and allowed to cool naturally.
I made a simple holder by drilling & reaming a 6mm hole in the end of a ½" lathe tool and using a hardened 6mm dowel pin as a pivot. Because the knurl is concave, it is automatically aligned with the blank and can't slide off the end of the pivot pin. An initial test knurl worked extremely well!
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
This tool forms a half-round ridge on the part, ready for applying the rope knurl. The cutter is a piece of silver steel which was drilled with a 1.5mm hole and then ground away to form a half-round cutter. It's again hardened and tempered and attached to a ½" lathe tool shank.
 |
 |
 |
Here are some examples of finished knurls, made using the form tool. It takes a fair bit of pressure to form them, especially in brass, but the lathe doesn't seem to complain. I always start the knurl by hand, just to check that it's aligned properly, before applying power.
 |
 |
Small M3x0.5 threaded knob, used on a small wire butt welder.
 |
 |
Lens adjuster tool for the little UV diode laser.
 |
 |
I used rope knurling on a little height setting gauge for the laser cutter.
See here for an example with a low-profile knob, soldered to threaded rod.
| ▲ Workshop |